|
Производство Гардиан |
Производство "Гардиан"
Репортаж с производства.

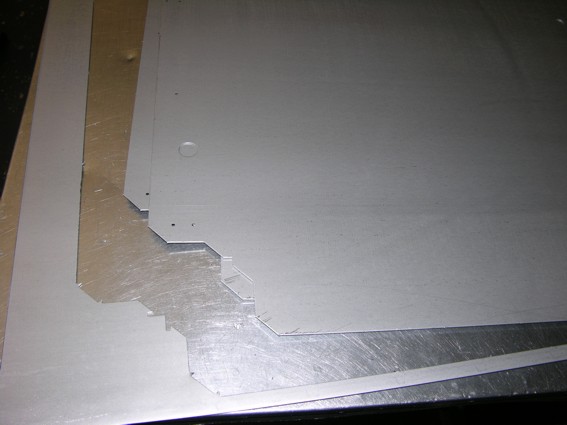
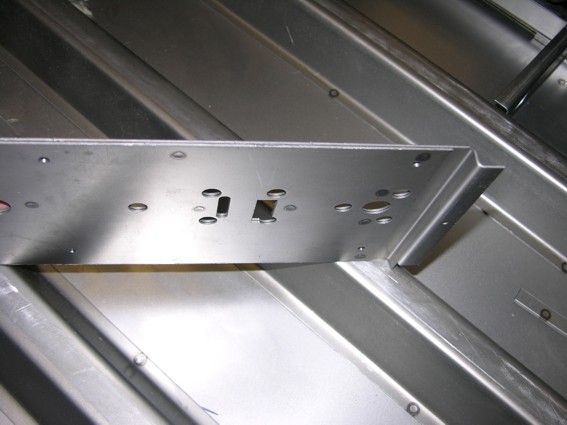
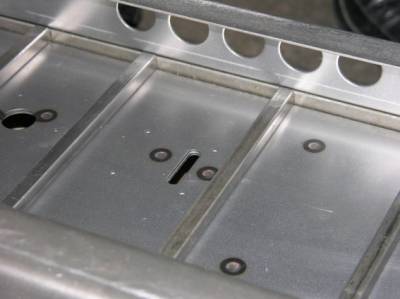
Цельный лист металла заготовки дверного полотна вырубается по определенному лекалу.

Технологические отверстия под крепление замков, фурнитуры выполнены с помощью координатной вырубки, имеют строго определенные размеры и положение на полотне.

Данная заготовка поступает на гибочный станок.

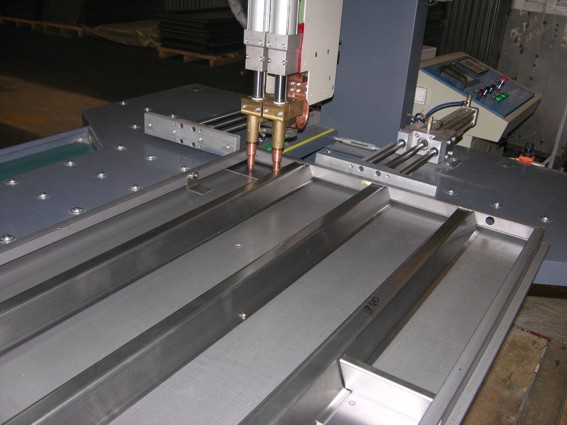
После этого заготовке с помощью гибки придается определенная геометрическая форма, обеспечивается идеальный гиб металла на суперсовременных гибочных станках.

Подобным образом изготавливаются все комплектующие для двери, карманы под замки, ребра жесткости и т.д.

Заготовка полотна и комплектующие поступают на сборочную линию. Там ребра жесткости заполняются утеплителем.

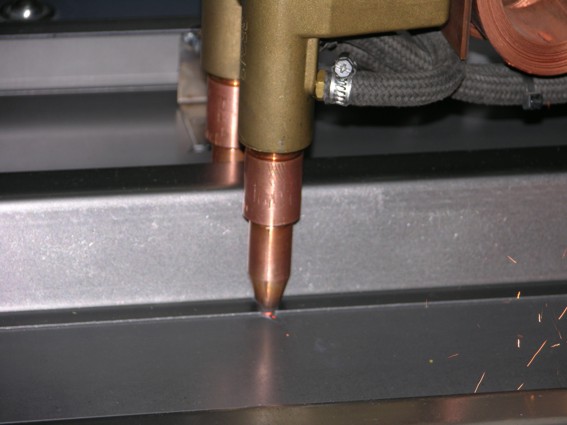
При сборке двери применяется только полуавтоматическая сварка. Нестабильная, грубая ручная сварка не применяется.
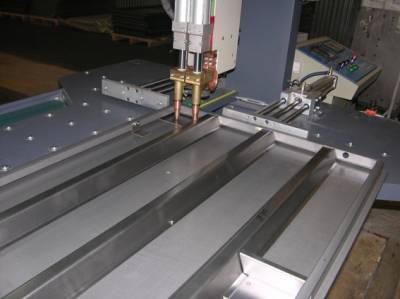
Количество сварных соединений сведено к минимуму, полностью отсутствует деформация плоскости наружного листа металла.

При усилении замочной и петлевой зон используется также полуавтоматическая сварка. Грубых сварных швов ни внутри двери, ни снаружи нет.

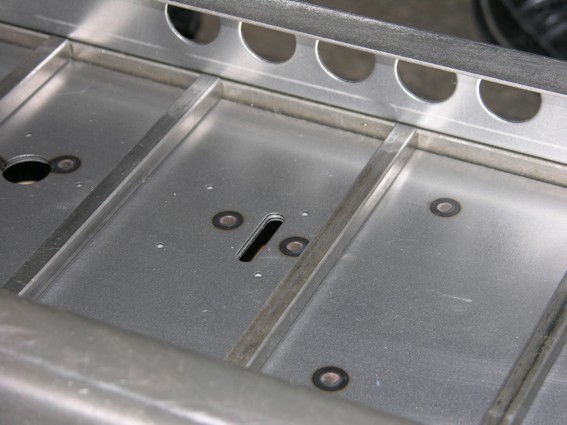
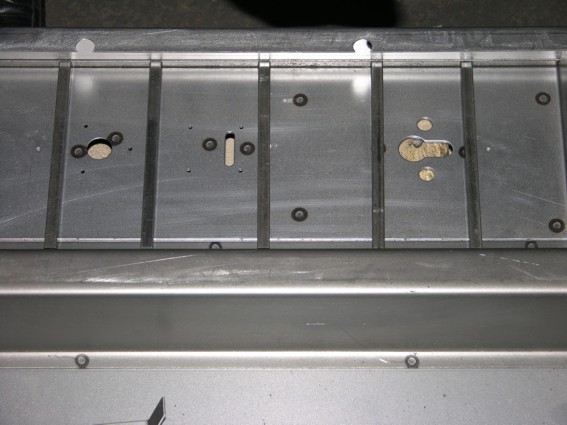
Следущий этап- формирование защитного кармана под замки. Обратите внимание, вертикальные тяги располагаются внутри специальных труб, замок со всех сторон надежно прячется в специальный карман, что позволяет сделать максимальное заполение пверного полотна звукопоглощающим утеплителем и максимально прочно закрепить замок внутри двери.
На фотографиях также видно, что замочная зона имеет 2-х листовое усиление.
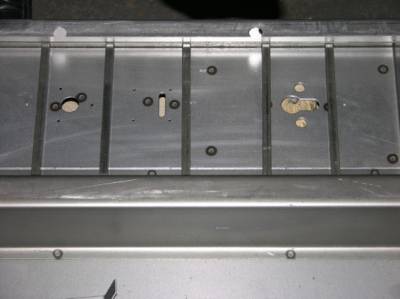
Для защиты от вспарывания полотна даже при использовании килечного ножа применяется специальная решетка из 10 мм прутка под полотном.

Между решеткой и замком устанавливается специальная двулистовая защитная пластина, с вырубкой под замочные скважины конкретных замков. Таким образом достигается максимальная защита замков от большинства способов вскрытия. Благодаря существенной модификации замков "Гардиан", произведенной в последнее время (защита от свертыша, высверливания стойки хвостовика, защита от манипуляционных способов вскрытия и возможность установки броненакладок) получается двери с высочайшими защитными свойствами.

Внутрений лист металла также вырубается, гнется, образуя по трем сторонам направляющие для установки панели. Внутрений лист соединен с конструкцией дверного полотна по периметру с помощью точечной сварки.

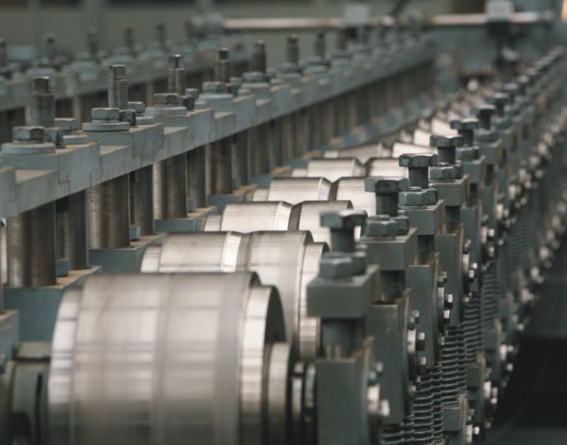
Для производства профилей для рамы используется специализированный прокатный стан. Его использование позволяет делать идеальный гиб.

Далее производится сборка рамы.

Завод имеет собственное производство не только дверей и замков, но и современное панельное производство.

На выбор покупателю предлагается широчайший выбор панелей.
После этого двери поступают в цех порошковой покраски, в цех установки панелей и на ОТК.

Завод имеет необходимый складской запас по дверям, что позволяет оперативно выполнять заказы клиентов.
| |
Календарь
| « Апрель 2024 » | | Пн | Вт | Ср | Чт | Пт | Сб | Вс | | 1 | 2 | 3 | 4 | 5 | 6 | 7 | | 8 | 9 | 10 | 11 | 12 | 13 | 14 | | 15 | 16 | 17 | 18 | 19 | 20 | 21 | | 22 | 23 | 24 | 25 | 26 | 27 | 28 | | 29 | 30 |
|